A lot of companies wonder why the production schedule gets off track, and why there’s so much angst between production planners and shop floor people. “This production schedule is ridiculous! We just ran that last week! What are they thinking in the office — do they even have a clue?” Those are statements I've heard more times than I'd like to admit, and it's tough to hear. People with these (and similar) comments are clearly frustrated and fatigued by the situation; they are simply tired of it! Fortunately, there are lots of ways a manufacturer can create alignment and balance between shop floor staff and production planners.
Admit There’s A Problem (aka: Opportunity!)
During my first stint as a plant manager, I had great enthusiasm for implementing Lean tools — I couldn't wait to improve changeovers, implement 5S, and put other improvement strategies to work for the factory. Our improvement efforts were entirely focused on making more product in a shorter amount of time. We were making some improvements, but it felt like slogging through quicksand. Something wasn't right. We decided to have a third party conduct an assessment, including interviewing employees from all departments. The results showed that office staff thought we needed to continue with what we'd been doing — focus on improving production output. Meanwhile, the shop floor people consistently said we needed to improve the planning process. They said the production schedule didn't make sense on many fronts — we were continually making revisions, we didn't have it sequenced efficiently, and it was unrealistic. The continual chaos prevented the teams from working on improvements. We needed to get our priorities straight! We immediately changed our focus to improving the production planning system.

Make It Visual and Involve Those Who Know Best
Previously, the only person with a comprehensive understanding of the scheduling algorithms and how well we were executing was the production planner. Most of the time, that person would be carrying around a considerable stack of paper listing what we needed to run that week. When asked how we were doing, he would flip back and forth between those papers — cross a few things off, do some mental math, and proclaim whether or not we would need to run overtime, or if we were doing ok. It seemed like a black hole of information; all the burden was on the person who created the master production schedule. Those responsible for executing the production schedule were in the dark.
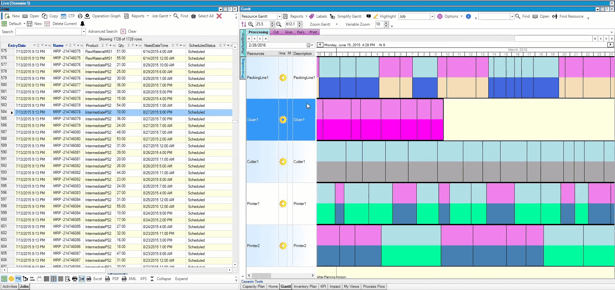
We needed everyone to have better visibility of the production plan (why keep it a secret?), and how well we were executing. We created a way to visualize the production schedule, indicating what the plant should accomplish daily. We posted printouts for each production line in a common area. At the end of each shift, the line lead would cross out completed production orders, so everyone could see how well we were executing for the week.
During the opportunity assessment and interviews, the operators had also told us they had better insight for optimal sequencing of product on the lines. However, the production planner knew what we needed to produce for the week and was hesitant to allow too much deviation. A compromise would allow the operators to proactively utilize their knowledge while ensuring we were making what the customer needed. The production planner and the lead operators had many discussions and developed guidelines to give the teams more flexibility and ownership of the schedule while ensuring the production plan followed the planner's overall direction.
Engineering Needs to Supply More Accurate Data for the Master Production Schedule
At the time all this was going on, our productivity benchmark was a percentage of standard. The manufacturing engineer provided this metric which indicated how much we should be able to produce by product type (not by individual SKU). The measure took into consideration all forms of loss but did not provide insight into those losses: minor stoppages, major breakdowns, and changeover loss. Since we were generally running the same products and amounts year over year, this method worked. We would achieve about 90% of standard when measured over a week, which was acceptable.
As we adjusted the production schedule to accommodate changes in the SKU portfolio and optimized lot sizes, the system began falling apart. Every significant change in SKU or lot size resulted in a corresponding degradation in our ability to execute the schedule. We experienced the worst possible outcome — multiple shortages to customers. We needed better insight, and fast.

Since we were in a crisis position, we took a dual-track approach. We started implementing an automated OEE system to give us the granular data necessary. While we were waiting for the OEE system to get up and running, plant management and supervisors worked with operators to manually collect better data. The visual schedule previously created helped everyone see where we were struggling. The team made immediate adjustments to how we applied tribal knowledge, the system algorithm, and our planning process, which stabilized the operation. These adjustments were driven in part by a better understanding around major changeovers, minor changeovers, preventive maintenance requirements, and other everyday production considerations.
After we installed the OEE system, the teams and the production planner utilized that data to make step-change improvement. We were once again able to meet customer demand. The chaos (and related stress) quickly began to dissipate.
Measure Your Progress and Celebrate Success
Through these actions, we made several improvements and were feeling pretty good about it. Our internal teams were owning the production schedule, and we needed a measurement to understand how well we were doing. We decided to use schedule attainment.
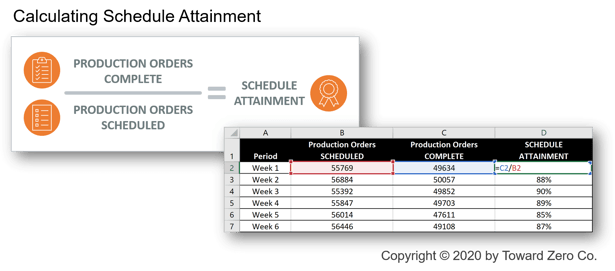
Until that point, only the production planner had visibility to this metric. However, it wasn't widely understood, and certainly not publicized. Since the teams were now much more integral in creating and executing the schedule, they embraced this metric. Our employees understood the pain associated with poor schedule attainment and focused on driving that number as high as possible.
What did I learn?
As I think about those times, they were some of the most difficult but also most rewarding of my career. I learned a lot that I have applied and built on in all subsequent roles, and even today use in working with clients:
- Our employees are smart and have lots of common sense; that's why we hired them. Listen to them and ask the hard questions, especially those for which the answers might be painful to hear. You need to genuinely hear and act upon it.
- People want to know the score. Provide visual process monitoring, engage those who do the work in defining their targets and improvement priorities. After all, it gives people the chance to win — and that's fun!
- We need more people throughout the organization – shop floor to the top floor – to understand what it takes to create the production schedule, and we need to be continually refining the input and the key metrics. Automatically collecting key performance data is integral to driving significant improvement.
Topics discussed

Related Posts


Subscribe to Our Blog
Get the latest best practices and insights sent directly to you. (We promise, no automated marketing messages.)